
Введение: Выбор Orca Slicer и аппаратные особенности Ender 3 Pro
В сфере аддитивных технологий выбор программного обеспечения нередко оказывается не менее значимым, чем выбор самого принтера. Orca Slicer уверенно заявляет о себе как о мощном и интуитивно понятном инструменте, особенно ценном для тех, кто только делает первые шаги в 3D-печати или стремится получить полный контроль над каждым параметром процесса. В отличие от признанных ветеранов рынка вроде Ultimaker Cura или PrusaSlicer, которые предлагают богатый функционал, но часто требуют ручной доводки и привлечения сторонних STL-моделей для калибровки, Orca делает ставку на глубокую интеграцию и автоматизацию. Его ключевое преимущество — встроенный комплекс диагностических и калибровочных инструментов, позволяющий пройти весь цикл настройки непосредственно внутри интерфейса слайсера. Это существенно снижает порог входа для начинающих пользователей, исключая необходимость искать и скачивать отдельные тестовые файлы вроде температурных башен или образцов для проверки потока. Опытным операторам и энтузиастам Orca предлагает современный интерфейс и уникальные возможности, такие как поддержка многоэтапных процессов, открывающие перспективы для создания сложных и высокоточных изделий.
Однако при переходе от теории к практике, особенно на такой популярной и доступной платформе, как Creality Ender 3 Pro, важно осознавать: универсальные настройки по умолчанию редко оказываются эффективными. Именно поэтому данное руководство уделяет первостепенное внимание аппаратной специфике именно этой модели. Ключевая конструктивная особенность Ender 3 Pro, кардинально влияющая на все аспекты первоначальной калибровки, — применение Bowden-системы экструзии. В отличие от директ-экструзии, где приводной двигатель расположен непосредственно у хотэнда, в Bowden-системе мотор закреплен на статичной раме, а филамент подается к соплу через длинную гибкую тефлоновую трубку. Такая архитектура снижает массу движущегося портала, позволяя развивать более высокие скорости перемещения, но одновременно порождает два фундаментальных инженерных вызова для обеспечения качества печати.
Первый вызов связан с так называемым «мертвым объемом» и инерцией давления. Между моментом, когда экструдер получает команду остановиться, и моментом полного спада давления в трубке проходит заметное время. При быстрых холостых перемещениях (G0 move) между удаленными участками модели эта задержка неизбежно приводит к избыточному выдавливанию расплава, известному как «стрингинг» или «паутинка». Для борьбы с этим явлением одного лишь ретракта — обратного хода филамента — недостаточно. Требуется внедрение алгоритма Pressure Advance (в некоторых прошивках именуемого Linear Advance), который динамически компенсирует давление в сопле в моменты разгона и торможения. Второй вызов кроется в необходимости тонкой настройки параметров ретракта. Длинная Bowden-трубка требует увеличенной длины обратного хода для эффективного устранения паутинки, однако чрезмерное значение неизбежно провоцирует проблемы с подачей материала, особенно на коротких перемещениях.
Ниже представлена сравнительная таблица, наглядно демонстрирующая архитектурные различия систем экструзии, напрямую влияющие на логику калибровки.
| Характеристика | Bowden-система (Creality Ender 3 Pro) | Прямая система |
|---|---|---|
| Расположение двигателя | На корпусе принтера, удалено от сопла | Непосредственно на каретке хотэнда |
| Экструзионная линия | Длинная гибкая трубка (Bowden tube), ~400-500 мм | Короткая жесткая направляющая, несколько сантиметров |
| Масса движущихся частей | Меньшая (двигатель не движется) | Большая (двигатель и часть рамы движутся) |
| Максимальная скорость | Выше благодаря меньшей инерции | Ниже из-за инерции большой массы |
| Реакция на команды | Задержка из-за «мертвого объема» | Мгновенная и точная |
| Основная задача калибровки | Настройка ретракта и Pressure Advance | Настройка ретракта и Z-hop |
| Типичная длина ретракта | 1.5 - 4.0 мм | 2.0 - 6.0 мм |
| Необходимость Pressure Advance | Критически важна для качества печати | Менее важна, но полезна на высоких скоростях |
Эти аппаратные реалии напрямую диктуют стратегию настройки в Orca Slicer. Кроме того, необходимо учитывать ограничения стоковой материнской платы Ender 3 Pro: она базируется на устаревшем контроллере, чья программная реализация не всегда поддерживает продвинутые алгоритмы. К примеру, стандартная прошивка Marlin, установленная на многих аппаратах этой серии, по умолчанию не активирует Pressure Advance, что нередко ставит в ступор пользователей, пытающихся добиться идеального качества. Понимание этих нюансов — первый и самый важный шаг к успеху. Данное руководство последовательно проведет вас от базового конфигурирования профиля до глубокой калибровки с использованием полного арсенала Orca Slicer, адаптируя каждый этап под реальные аппаратные возможности Creality Ender 3 Pro. Материал структурирован в две линии: четкие пошаговые инструкции для начинающих и углубленный аналитический разбор для опытных пользователей, стремящихся понять физическую суть каждого параметра.
Блок 1. Подготовка и профиль принтера (Для новичков)
Для оператора, впервые запускающего Orca Slicer и готовящегося к дебютной печати на Creality Ender 3 Pro, ключевыми ориентирами остаются простота, предсказуемость и минимизация рисков. Этот раздел посвящен фундаментальным, но критически важным шагам: корректной сборке профиля принтера, грамотной генерации G-кода и осознанному выбору материала. Следование этим рекомендациям создаст надежную базу для успешного старта и дальнейших экспериментов.
Создание и настройка профиля принтера
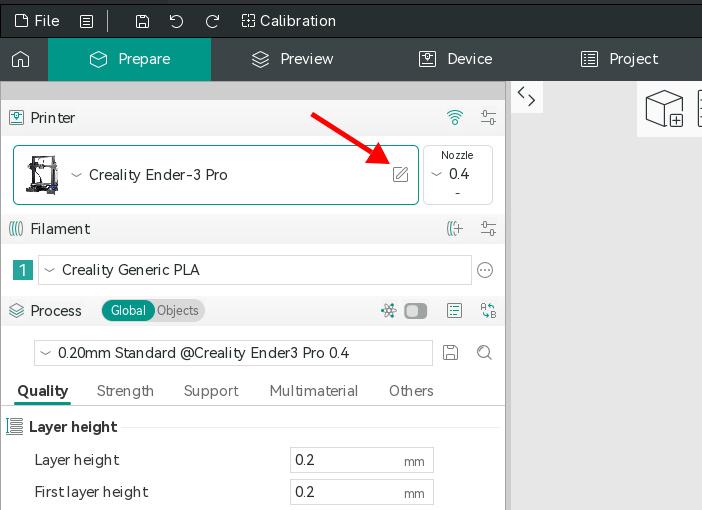
После установки и запуска Orca Slicer система предложит выбрать или создать профиль аппарата. Настройка Ender 3 Pro максимально упрощена благодаря наличию готовых базовых конфигураций для наиболее распространенных моделей. Ваша задача — найти и активировать соответствующий профиль, например, «Creality Ender 3 Pro».
После выбора базового шаблона настоятельно рекомендуется вручную сверить несколько ключевых параметров, которые могут варьироваться в зависимости от партии принтера или предыдущих модификаций владельца. Погрешности в этих значениях приводят к серьезным искажениям геометрии или отказу отдельных функций. Перейдите в раздел «Printer Settings» (Настройки принтера).
 Конфигурация профиля принтера
Конфигурация профиля принтера
- Printer Geometry (Геометрия принтера):
- Print Volume X/Y/Z (Объем печати): Убедитесь, что рабочие габариты совпадают с реальными. Для Ender 3 Pro это значения
220,220и250миллиметров. - Nozzle Diameter (Диаметр сопла): Критически важный параметр. Стоковый Ender 3 Pro оснащен соплом
0.4мм. Ошибка в этом поле приведет к неверному расчету объема экструзии и гарантированному недо- или переэкструзу. - Nozzle Offset (Смещение сопла): Для односопловых систем стандартное значение
(0, 0, 0). Корректировка требуется только при установке мультиэкструзионных головок или специализированных насадок. - Steps per mm (Шаги на миллиметр): Эти значения (
steps/mm) определяют количество импульсов драйвера шагового двигателя, необходимых для перемещения оси на 1 мм. Для стокового Ender 3 Pro с оригинальными моторами и ремнями характерны значения:XиYоколо80,Zоколо400. Важно: Параметры могут измениться после прошивки или замены механики. Без уверенности и предварительных тестов лучше оставить дефолтные значения, предлагаемые Orca.
- Print Volume X/Y/Z (Объем печати): Убедитесь, что рабочие габариты совпадают с реальными. Для Ender 3 Pro это значения
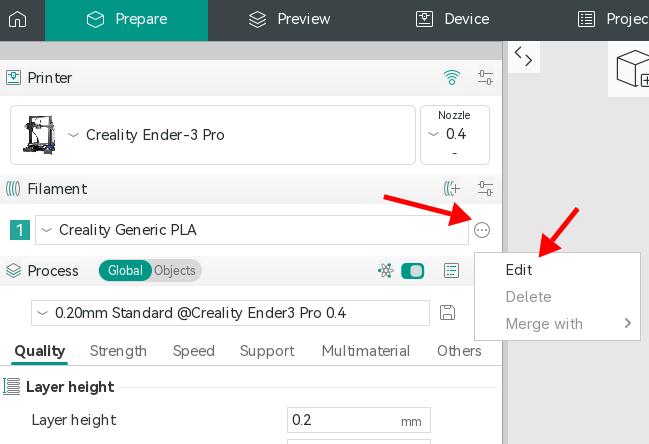 Настройки филамента
Настройки филамента
Extruder (Экструдер):
- Filament Diameter (Диаметр филамента): Номинальное сечение используемого материала. Для стандартного пластика это
1.75мм. Устанавливается в настройках филамента. - Max Feedrate (Максимальная скорость подачи): Предельная скорость, с которой экструдер может проталкивать нить. Безопасный стандарт —
5мм/с. - Max Acceleration (Максимальное ускорение): Предельное ускорение экструдера.
5000мм/с² служит надежной отправной точкой.
- Filament Diameter (Диаметр филамента): Номинальное сечение используемого материала. Для стандартного пластика это
Heated Bed (Нагреваемый стол):
- Bed Temperature (Температура стола): Рабочая температура платформы. Для PLA оптимально
60°C. Устанавливается в настройках филамента. - Bed Size (Размер стола): Должен строго соответствовать значениям Print Volume по осям
XиY.
- Bed Temperature (Температура стола): Рабочая температура платформы. Для PLA оптимально
Если нужная модель отсутствует в списке, Orca Slicer позволяет клонировать ближайший аналог (например, другой Ender 3) и вручную внести указанные параметры. Новичкам настоятельно рекомендуется начинать с готового шаблона, чтобы исключить ошибки конфигурации.
Настройка Start и End G-кода
G-код — это машинный язык, генерируемый слайсером. Стартовый и финальный G-коды представляют собой пользовательские макросы, которые Orca встраивает в начало и конец управляющей программы. Они выполняют вспомогательные, но жизненно важные функции.
Start G-code (Стартовый G-код)
Скрипт исполняется в момент начала печати. Его задача — подготовить кинематику к нанесению первого слоя и защитить платформу от механических повреждений. Ниже приведен оптимизированный пример для Ender 3 Pro:
; === ORCA START CODE ===
; Home the printer
G28
; Set the feed rate to 3000 mm/min for homing moves
M203 X3000 Y3000
; Lift nozzle slightly above the bed to prevent scratching
G1 Z5 F3000
; Move to a safe starting position
G1 X10 Y10 F3000
; Extrude a small amount of filament to prime the nozzle and clean it
G92 E0 ; Reset extruder position
G1 E3 F300 ; Prime with 3mm of filament
; Heat up the nozzle and bed
M104 S[first_layer_temperature_noozzle] ; Set nozzle temperature (will be replaced by Orca)
M140 S[first_layer_temperature_bed] ; Set bed temperature (will be replaced by Orca)
; Wait for temperatures to be reached
M190 S[first_layer_temperature_bed] ; Wait for bed to reach target
M109 S[first_layer_temperature_noozzle] ; Wait for nozzle to reach target
; === END OF ORCA START CODE ===
Расшифровка команд:
G28: Команда «Домой». Принтер ищет концевые выключатели для определения нулевых координат по всем осям. Обязательный первый шаг.M203: Задает максимальную скорость перемещения.X3000 Y3000означает 3000 мм/мин, что оптимально для быстрых холостых ходов в пределах стола.G1 Z5 F3000: Поднимает сопло на 5 мм над платформой. Критически важная команда, предотвращающая царапины при запуске.G1 X10 Y10 F3000: Смещает каретку в безопасную зону, чтобы стартовая юбка или кантик не конфликтовали с нулевой точкой.G92 E0: Обнуляет счетчик экструдера, гарантируя, что последующая подача будет отсчитываться от нуля.G1 E3 F300: Кратковременная экструзия 3 мм для прогрева сопла и удаления окислов.M104/M140: Установки целевых температур хотэнда и стола.M190/M109: Команды блокировки выполнения G-кода до достижения заданных температур. ПараметрSозначает целевое значение. БезSкоманды лишь задают температуру, не останавливая программу.
End G-code (Конечный G-код)
Макрос выполняется после завершения последнего слоя. Он обеспечивает безопасное завершение работы и удобство извлечения детали.
; === ORCA END CODE ===
; Move print head out of the way
G91 ; Relative positioning
G1 Z10 F3000 ; Lift print up
G1 X10 Y10 F3000 ; Move away from the print
G90 ; Absolute positioning
; Retract filament to prevent stringing and oozing
G91
G1 E-5 F300 ; Retract 5mm of filament
G90
; Turn off heaters
M140 R0 ; Turn off heated bed
M104 R0 ; Turn off nozzle heater
; Park the toolhead in a corner
G28 0
G28 2
; Disable motors to allow manual movement
M84
; === END OF ORCA END CODE ===
Расшифровка команд:
G91/G90: Переключение между относительным (G91) и абсолютным (G90) позиционированием. Относительный режим удобен для локальных смещений.G1 Z10: Поднимает стол на 10 мм для безопасного доступа к модели.G1 E-5 F300: Обратная подача 5 мм филамента, предотвращающая подтекание расплава на готовую деталь.M140 R0/M104 R0: Мгновенное отключение нагревателей.M84: Отключение удержания шаговых двигателей. После ее выполнения оси можно перемещать вручную.
Выбор филамента для первой печати: PLA
Для дебютного запуска единственно верный выбор — PLA (Polylactic Acid). Это наиболее распространенный и технологичный материал. Его ключевые преимущества для новичков:
- Низкая рабочая температура: Плавление происходит при умеренных значениях, что минимизирует риски перегрева и деформаций.
- Отличная адгезия: PLA надежно фиксируется на большинстве поверхностей, включая стоковое PEI-покрытие Ender 3 Pro.
- Минимальная усадка и внутренние напряжения: В отличие от ABS, PLA не требует термокамеры и не склонен к растрескиванию или отслоению.
- Широкая доступность: Материал представлен в сотнях оттенков и модификаций.
Базовые настройки для PLA в Orca Slicer:
- Температура сопла: Стартуйте с
200°C. Это универсальный базис, однако из-за вариаций в составе пластика от разных производителей точное значение лучше уточнить через «Башню температур». - Температура стола:
60°C. Оптимальный старт для PLA на PEI-платформе. - Скорость печати: Для первой попытки установите
50 мм/с. Умеренная скорость даст механизмам время точно отрабатывать каждую команду. - Состояние филамента: Критически важный аспект. PLA гигроскопичен и активно впитывает атмосферную влагу. Использование сырого филамента приводит к шипению при экструзии, снижению прочности детали до 20%, плохому межслойному сцеплению и образованию пор внутри модели. Если упаковка долго хранилась в открытом виде, настоятельно рекомендуется просушка. Простейший метод — помещение катушки в герметичный контейнер с нагревом до
50-60°Cна 4-6 часов. Также эффективны специализированные сушильные боксы.
Ниже приведена сводная таблица базовых параметров для стартовой печати на Ender 3 Pro с PLA.
| Категория | Настройка | Значение | Обоснование |
|---|---|---|---|
| Принтер | Профиль | Creality Ender 3 Pro | Выбор корректной базовой конфигурации |
| Принтер | Диаметр сопла | 0.4 мм | Критический параметр для расчета объема экструзии |
| Принтер | Размеры стола | 220 x 220 x 250 мм | Полное соответствие аппаратной платформе |
| Материал | Филамент | PLA | Простота печати, высокая адгезия, низкий риск деформаций |
| Материал | Температура сопла | 200°C | Стандартная рабочая точка для PLA |
| Материал | Температура стола | 60°C | Оптимальная температура для PLA на PEI-столе |
| Параметры | Скорость печати | 50 мм/с | Умеренная скорость для стабильного старта |
| Параметры | Высота слоя | 0.2 мм | Баланс между качеством поверхности и временем печати |
| Параметры | Заполнение | 15% | Достаточная структурная прочность без перегрузки механики |
| Параметры | Стенки | 3 | Формирование надежной внешней оболочки |
Следуя этим инструкциям, вы подготовите программное окружение Orca Slicer к дебютной печати, сведя к минимуму риски, связанные с ошибочной конфигурацией или неподходящим материалом. Теперь система готова к переходу к следующему этапу — глубокой аппаратной калибровке.
Блок 2. Магия Orca Slicer: Встроенная калибровка (От новичка до PRO)
Как только профиль принтера собран, а стартовые макросы прописаны, наступает самый ответственный этап — калибровка. Именно здесь Orca Slicer раскрывает свое главное преимущество: интеграцию мощных диагностических утилит прямо в интерфейс слайсера. В этом разделе подробно разобрано, как применять каждый инструмент для достижения эталонного качества печати на Creality Ender 3 Pro, с учетом логики тестов и специфики Bowden-кинематики.
Порядок калибровки: Логическая последовательность действий
Несмотря на взаимозависимость некоторых параметров, существует оптимальный алгоритм проведения тестов, обеспечивающий системный подход. Новичкам рекомендуется придерживаться следующей последовательности:
- Temperature Tower (Температурная башня): Поиск базовой температуры плавления.
- Retraction Test (Тест на ретракт): Настройка обратного хода, влияющего на чистоту перемещений.
- Flow Rate Test (Тест на поток экструзии): Коррекция общего объема подаваемого материала.
- VFA (Vertical Fine Artifacts / Ghosting): Выявление и гашение резонансных вибраций.
- Max Volumetric Speed (MVS): Установка безопасного предела объемной скорости подачи.
- Final Calibration Models (Финальные калибровочные модели): Комплексная проверка и тонкая доводка.
1. Temperature Tower (Температурная башня)
Этот инструмент — ваш основной навигатор в поиске оптимальной температуры экструзии. Вместо печати десятков отдельных образцов, Orca генерирует единую башню, где температурный режим меняется на каждом горизонтальном уровне.
Как использовать:
- В разделе «Calibration» выберите «Temperature Tower».
- Задайте диапазон. Для PLA стартовый коридор:
190°C(Min) до210°C(Max), шаг2°C. - Разместите модель на виртуальном столе и экспортируйте G-код.
- Запустите печать.
Как интерпретировать результаты: После завершения печати внимательно изучите каждый ярус. Ваша цель — найти уровень с максимально плотными, ровными стенками без зазоров и без излишков расплава, наплывающего снизу («слоновьи ноги»).
- Уровни с "слоновьими ногами": Температура избыточна. Материал становится слишком текучим и расплывается.
- Уровни с пустотами и расслоением: Температура недостаточна. Пластик не успевает полностью оплавляться и сцепляться с предыдущим слоем.
- Идеальный уровень: Стенки монолитные, гладкие, без капель и микропор.
Зафиксируйте температуру, соответствующую этому уровню, как рабочую для данного филамента. Этот шаг особенно важен для Ender 3 Pro, поскольку отклонения в характеристиках нагревательного картриджа, термистора и партии пластика часто смещают оптимальную точку от стандартных 200°C.
2. Flow Rate Test (Тест на поток экструзии)
Тест направлен на точный подбор коэффициента экструзии, компенсирующего погрешности в диаметре нити, износ сопла и гидравлические потери. В Orca Slicer этот параметр обозначается как «Extrusion Multiplier».
Как использовать:
- Выберите «Flow Rate» в разделе «Calibration».
- Оставьте настройки по умолчанию. Утилита сгенерирует тестовую рамку с двойными стенками.
- Напечатайте образец.
Как интерпретировать результаты (Pass 1 vs. Pass 2): Модель печатается в два прохода, каждый из которых имеет свою контрольную метку.
- Pass 1 (Первый проход): Формирует основную массу стенки. Измерьте его толщину микрометром. Целевое значение:
0.8мм (2 × 0.4 мм). Если значение ниже (например, 0.75 мм), материал подается с дефицитом. Если выше (0.85 мм) — с избытком. - Pass 2 (Второй проход): Завершающий штрих, доводящий стенку до номинала. Целевое значение:
0.4мм.
Как исправить:
- Перейдите в «Material» -> «Advanced» и найдите «Extrusion Multiplier».
- Если толщина Pass 1 меньше 0.8 мм, увеличьте коэффициент (например, с 1.00 до 1.02).
- Если толщина больше 0.8 мм, уменьшите его (например, с 1.00 до 0.98).
- Повторяйте цикл печати и замеров до достижения точного совпадения. Часто именно погрешность Pass 2 провоцирует микрощели между контурами, так как второй проход не успевает их перекрыть.
- Pass 1 (Первый проход): Формирует основную массу стенки. Измерьте его толщину микрометром. Целевое значение:
3. Retraction Test (Тест на ретракт)
Возможно, самый критичный тест для Bowden-систем Ender 3 Pro. Ошибка в настройке ретракта — первопричина подавляющего большинства проблем с «стрингингом» и локальным недоэкструзом.
Как использовать:
- Выберите «Retraction Test» в «Calibration».
- Запустите печать сетки изолированных квадратов.
Как интерпретировать результаты и настройка для Bowden: Ваша задача — найти параметры, при которых перемещения между квадратами остаются чистыми, а сами элементы плотно сшиты.
- Стрингинг (паутинка): Тонкие нити пластика между элементами указывают на недостаточную длину или скорость ретракта.
- Недоэкструзия (разрывы): Пустоты в углах квадратов, особенно на коротких ходах, сигнализируют о переэкструзии — слишком агрессивном обратном ходе.
Настройка для Ender 3 Pro:
- Длина ретракта (Distance): Для Bowden-системы начинайте с минимума. Стоковые значения Orca (часто 4.5-5.5 мм) губительны для этой конструкции. Ищите оптимум в диапазоне 1.5 мм - 3.0 мм. Стартуйте с
2.0 мми корректируйте шагами по 0.2 мм. - Скорость ретракта (Speed): Базовое значение
25 мм/с. Обычно его хватает для стабильной работы. - Прайминг (Prime): Объем филамента, возвращаемого в сопло после ретракта для восстановления давления. Начните с
0.5 мм.
Алгоритм настройки прост: паутинка → увеличивайте длину; зазоры → уменьшайте длину. Оптимальное значение всегда индивидуально и зависит от температуры, вязкости филамента и состояния тефлоновой трубки.
4. Max Volumetric Speed (MVS)
Параметр, выступающий в роли интеллектуального ограничителя подачи материала.
- Что это такое: MVS определяет максимальный объем филамента (в мм³/с), который система может физически расплавить и протолкнуть за секунду. Он рассчитывается из скорости печати, высоты слоя и ширины линии. Если текущий G-код требует больше материала, чем разрешает MVS, Orca автоматически снизит скорость перемещения, чтобы уложиться в лимит.
- Зачем он нужен: Это страховка от механического срыва шагов, деформации слоя или недоэкструза при попытке печатать слишком быстро толстыми стенками.
- Как настроить: Для новичка допустимо значение по умолчанию. Для Ender 3 Pro с его ограниченной мощностью хотэнда хорошей стартовой точкой будет
7.0 мм³/с. Находите оптимум, постепенно повышая значение и отслеживая момент появления дефектов, после чего фиксируйте порог чуть ниже критического.
5. VFA (Vertical Fine Artifacts / Ghosting)
Тест, выявляющий резонансные вибрации рамы, проявляющиеся как «призрачные» повторения рельефа на стенках модели.
Как использовать:
- Выберите «VFA» в «Calibration».
- Напечатайте образец.
Как интерпретировать результаты: На модели расположены пары цифр (от 00 до 99), каждая из которых напечатана дважды с микросмещением. Четкие «призраки» рядом с цифрами указывают на резонанс при конкретных скоростях.
- Причины: Характерно для бюджетных принтеров с легкой рамой. Высокие скорости по осям X и Y возбуждают механические колебания.
- Решение: Снижение скоростей перемещения. Определите пары цифр с наиболее выраженным ghosting. Это укажет на проблемную скорость (отображается рядом с цифрами). Уменьшите в Orca параметры
Travel SpeedиMax Accelerationна 10-15% и повторите тест. Продолжайте итерации до исчезновения артефактов. Это также повысит общую плавность работы кинематики.
Этот набор инструментов позволяет провести практически полную аппаратную калибровку Ender 3 Pro, не покидая среду Orca Slicer. Системный подход гарантирует высокое качество, адаптированное под вашу конкретную сборку и материалы.
Блок 3. Первая тестовая модель и практика подготовки стола
После завершения базовой калибровки (температура, поток, ретракт) наступает этап практической проверки. Этот раздел фокусируется на двух взаимосвязанных аспектах: выборе диагностической модели и, что еще важнее, безупречной подготовке адгезионной поверхности. Именно адгезия первого слоя остается самой частой причиной проваленных печатей. Следование инструкциям позволит не только получить качественную деталь, но и наработать навыки оперативной диагностики.
Выбор первой тестовой модели
Начинать стоит не с декоративных или хрупких объектов, а с информативных калибровочных фигур. Рассмотрим три проверенных варианта:
3D Benchy: Классический тестовый катер, созданный для комплексной оценки возможностей принтера.
- Что проверяет: Крыша и мосты (ретракт и скорость), тонкие борта и палуба (температура и поток), якорная цепь (адгезия первого слоя), корпус (общая геометрия и отсутствие деформаций).
- Рекомендация: Идеальный выбор для дебюта. Его компактные размеры (~50-60 мм) и сложная геометрия идеально подходят для диагностики Ender 3 Pro.
XYZ Calibration Cube: Простой куб для проверки линейной точности.
- Что проверяет: Масштабирование осей. Если грани не перпендикулярны или размеры не совпадают с заданными, требуется калибровка
steps/mm. - Рекомендация: Менее информативен, чем Benchy. Целесообразен после успешной печати катера для верификации габаритов.
- Что проверяет: Масштабирование осей. Если грани не перпендикулярны или размеры не совпадают с заданными, требуется калибровка
First Layer Test Plate: Набор фигур на единой плоской подложке.
- Что проверяет: Исключительно качество нулевого слоя. Позволяет визуально оценить равномерность расплющивания филамента по всей площади, выявить зоны пере- или недоэкструзии.
- Рекомендация: Отличный инструмент для тонкой настройки зазора сопла, но не дает информации о вертикальной стабильности. Применяется после успешного Benchy для финальной отладки.
Настройки слайсинга для первой печати
Для минимизации рисков при печати 3D Benchy придерживайтесь следующих параметров:
- Высота слоя:
0.2 мм. Стандарт, обеспечивающий баланс скорости и разрешения. - Заполнение (Infill):
15%. Достаточная структурная целостность без излишней нагрузки на экструдер. - Стенки (Perimeters):
3. Формируют прочную и эстетичную оболочку. - Кайма (Brim) или Юбка (Skirt): Для первого запуска, особенно при признаках слабого прилипания, Brim предпочтительнее. Это несколько дополнительных контуров, расплывающихся вокруг модели, значительно увеличивающих площадь контакта и предотвращающих отрыв. Skirt лишь очерчивает контур и не помогает с фиксацией. Для Benchy Brim гарантирует надежность якорной цепи.
Практическая подготовка стола Ender 3 Pro
Самый важный и часто игнорируемый этап. Печать, которая стартует идеально, но срывается через час, почти всегда — следствие проблем с адгезией первого слоя.
Шаг 1: Чистка стола
Поверхность должна быть абсолютно свободна от пыли, жировых следов и остатков пластика. Грязь — главный враг сцепления.
- Процедура:
- Возьмите безворсовую салфетку или мягкую ткань.
- Протрите стол раствором теплой воды с нейтральным мылом, затем насухо вытрите.
- Для финальной дегидратации и обезжиривания используйте изопропиловый спирт (IPA) крепостью 90-99%. Протирайте круговыми движениями. IPA быстро испаряется, оставляя идеально чистую поверхность и слегка обновляя микропоры PEI-покрытия.
Шаг 2: Выравнивание стола (Mesh Bed Leveling)
Ender 3 Pro поддерживает сеточное выравнивание, которое значительно точнее ручной калибровки винтами.
- Процедура:
- Убедитесь, что прошивка активирует Mesh Bed Leveling (MBL). Современные сборки Marlin и Klipper поддерживают эту функцию по умолчанию.
- В меню принтера перейдите в
Control->Level Bed. Аппарат просканирует поверхность, проведя соплом над сеткой контрольных точек. - На экране появится карта высот. Цветовая индикация показывает отклонения от идеальной плоскости.
- Система запросит подстройку регулировочных винтов. Ваша задача — добиться минимального зазора, позволяющего свободно протягивать лист офисной бумаги с легким сопротивлением. Контролируйте процесс по карте, стремясь к однородному цвету.
- Сохраните профиль выравнивания в энергонезависимой памяти принтера. Он будет автоматически подгружаться при каждом старте.
Шаг 3: Адгезионные средства (при необходимости)
Для стокового PEI часто достаточно чистой и выровненной поверхности. При стойких проблемах с отрывом допустимо применение вспомогательных составов.
- PVA клей (например, 3dLac): Водорастворимый полимер, наносимый тонким слоем. Эффективен, легко смывается. Многие используют его после 5-8 циклов печати, периодически проводя полную очистку стола.
- Клей-карандаш (например, Elmer's Washable): Бюджетный вариант. Наносите микроскопический слой. Цветные стержни удобны для визуального контроля равномерности покрытия.
- Лак для волос (Hairspray): Наносится аэрозольно тонким слоем. Может оставлять трудносмываемые пятна при избытке.
Шаг 4: Размещение модели и запуск печати
- Центрируйте
3D Benchyна рабочем поле. - Проверьте температуры (сопло
200°C, стол60°C) и скорость (50 мм/с). - Сгенерируйте G-код и передайте его на принтер.
- В первые минуты печати внимательно наблюдайте за формированием нулевого слоя. Пластик должен равномерно расплющиваться под соплом. Если видите отрыв или излишнее растекание — немедленно останавливайте печать и пересматривайте зазор или температуру.
Следуя этим инструкциям, вы успешно проведете дебютную печать, получите эталонный Benchy и, что важнее, освоите фундаментальные навыки подготовки платформы и диагностики адгезии.
Блок 4. Анализ результата и Траблшутинг (Таблица проблем)
Безупречная первая печать — скорее исключение, чем правило. На пути к идеальному результату оператор неизбежно сталкивается с дефектами. Умение диагностировать проблему по внешним признакам и знать, с какого параметра начать коррекцию, — ключевой навык профессионала. Этот раздел представляет собой практическое руководство по основным неисправностям Ender 3 Pro, оформленное в виде таблицы «Проблема → Причина → Решение». Все рекомендации учитывают специфику Bowden-кинематики и логику работы Orca Slicer.
| Визуальный дефект | Вероятная причина | Решение в Orca Slicer / Механика Ender 3 Pro |
|---|---|---|
| "Слоновья нога" / Избыточная экструзия | 1. Высокая температура сопла. 2. Завышенный Extrusion Multiplier. 3. Слишком низкая скорость печати. 4. Частичная закупорка сопла. |
1. Снизить температуру сопла на 2-5°C и повторить тест. 2. Уменьшить Extrusion Multiplier в настройках материала до достижения плотных стенок. 3. Увеличить Print Speed. 4. Прочистить сопло иглой или выполнить процедуру «cold pull». |
| Недоэкструзия (пустоты, рваные слои) | 1. Низкая температура сопла. 2. Агрессивный ретракт (слишком длинный/быстрый). 3. Заниженный Extrusion Multiplier. 4. Влажный филамент. |
1. Поэтапно повышать температуру (на 2-5°C за итерацию) до нормализации плавления. 2. Уменьшить длину (Distance) и/или скорость (Speed) ретракта. Пройти тест на ретракт заново. 3. Увеличить Extrusion Multiplier. 4. Проверить сухость филамента. При необходимости просушить. |
| Стрингинг (паутинка) | 1. Недостаточный ретракт (короткий/медленный). 2. Избыточная температура сопла. 3. Низкая скорость перемещения. |
1. Увеличить длину ретракта (для Bowden оптимум 2.0-4.0 мм). Повысить скорость ретракта. 2. Снизить температуру сопла до нижней границы рабочей зоны. 3. Увеличить Travel Speed. |
| Отрыв модели от стола | 1. Некорректное выравнивание. 2. Загрязненная поверхность. 3. Недостаточная температура стола. 4. Отсутствие усиливающей каймы. |
1. Повторно провести Mesh Bed Leveling. 2. Тщательно обезжирить стол изопропиловым спиртом. 3. Поднять температуру стола на 2-5°C. 4. Активировать Brim. Нанести микрослой PVA-клея или клея-карандаша. |
| Расслоение (хрупкость, видимые границы) | 1. Стол слишком холодный. 2. Чрезмерная скорость печати. 3. Низкая температура сопла. 4. Влага в филаменте. |
1. Увеличить температуру стола. 2. Снизить скорость печати. 3. Повысить температуру сопла. 4. Обеспечить герметичное хранение с силикагелем. Провести сушку. |
| "Паутина" на первом слое | 1. Сопло слишком близко к столу. 2. Микрочастицы на платформе. |
1. Перенастроить зазор, слегка увеличив его при выравнивании. 2. Провести глубокую очистку поверхности спиртом. |
| Заворачивание углов (curling) | 1. Стол недостаточно прогрет. 2. Избыточная адгезия по периметру. 3. Недостаточный Brim. |
1. Поднять температуру стола. 2. Снизить натяжение ремней или слегка ослабить винты стола для компенсации усадки. 3. Увеличить количество рядов Brim. |
| Вибрации, "призраки" на стенках (Ghosting/VFA) | 1. Высокие скорости перемещения. 2. Низкая жесткость рамы/портала. |
1. Снизить Travel Speed и Max Acceleration. 2. Применить значения, выявленные тестом VFA. Подтянуть болты рамы, проверить натяжение ремней. |
Эта таблица должна стать вашим постоянным справочником. При возникновении дефекта начинайте диагностику с наиболее вероятной причины, тестируйте одно изменение за раз и фиксируйте результат. Помните: большинство проблем решаются коррекцией температуры, адгезии или параметров ретракта. Методичность и терпение — главные инструменты отладки. После нахождения стабильных настроек обязательно сохраните их в профиль материала Orca Slicer для автоматического применения в будущих проектах.
Блок 5. PRO-Блок: Продвинутая калибровка, прошивка и скрытые функции
Для тех, кто уже освоил базовый инструментарий и стремится раскрыть инженерный потенциал Creality Ender 3 Pro, этот раздел посвящен углубленным темам. Мы разберем ограничения стоковой прошивки, пути их преодоления через обновление, а также изучим скрытые возможности Orca Slicer, позволяющие выйти на уровень профессионального качества. Материал ориентирован на энтузиастов, готовых к экспериментам и глубокому пониманию физики процесса печати.
Pressure Advance и ограничения стоковой прошивки
Это, пожалуй, самый важный технический аспект для понимания качественной работы на Bowden-системах.
- Что такое Pressure Advance (PA): PA — это прогностический алгоритм, который анализирует будущие траектории движения и заранее снижает давление в сопле перед остановкой или сменой направления. Это полностью компенсирует инерцию расплава в длинной трубке, предотвращая избыточную экструзию в углах и на концах линий. Без PA на высоких скоростях неизбежны наплывы и паутинка. В разных прошивках функция может называться Linear Advance или K-Factor.
- Проблема со стоковой прошивкой Ender 3 Pro: Базовая Marlin, установленная на большинстве аппаратов этой серии (особенно ранних ревизий), не поддерживает Pressure Advance. Попытка активировать PA в Orca Slicer на такой прошивке приведет к хаотичным артефактам, так как контроллер просто проигнорирует или некорректно интерпретирует команды компенсации.
- Решение — Обновление прошивки: Для использования PA необходимо перепрошить контроллер. Оптимальный путь — переход на официальную сборку Marlin 2.x с поддержкой современных TMC-драйверов. Существуют готовые конфигурации, например, Creality Ender 3 V4.2.7 Marlin 2.0.1, где PA уже активирован для драйверов TMC2209/TMC2225. Переход на 32-битный контроллер также дает ощутимый выигрыш: более плавную кинематику, снижение акустического шума и доступ к расширенным алгоритмам микрошага.
- Альтернатива — Klipper: Klipper — это прошивка, разделяющая вычислительную нагрузку: логика выполняется на внешнем мини-ПК (например, Raspberry Pi), а контроллер принтера лишь исполняет команды. Klipper предлагает наиболее стабильную и гибкую реализацию PA, а также встроенный резонансный компенсатор (Input Shaping), но требует самостоятельной сборки и настройки программного стека.
Как использовать Pressure Advance в Orca Slicer:
- После установки прошивки с поддержкой PA перейдите в настройки материала.
- Найдите раздел «Pressure Advance» или «Linear Advance».
- Откалибруйте коэффициент (обычно
K). Orca генерирует специальный тест, печатающий линии разной длины под разными углами. Ваша задача — подобрать значение, при котором «слоновьи ноги» на концах и пустоты в углах минимальны. Начинайте с0.01или0.02и повышайте шагами по0.01. Избегайте избыточных значений: слишком высокий K приводит к недоэкструзу на резких поворотах.
Функция Multi-Process в Orca Slicer
Одна из самых мощных, но недооцененных возможностей Orca, позволяющая применять раздельные параметры печати к разным зонам одной модели.
- Как это работает: Модель разделяется на логические процессы по высоте (Z-координате) или геометрическим признакам. Например:
- Процесс 1: "Основа" (нижняя часть). Высокая скорость (например, 120 мм/с), плотное заполнение (25%), повышенная температура для максимальной адгезии.
- Процесс 2: "Детали" (верхняя часть). Низкая скорость (50 мм/с), утолщенные стенки (5-6 контуров), точная температура для идеального качества поверхности.
- Преимущества:
- Экономия времени: Объемная часть печатается на предельной скорости без потери эстетики.
- Оптимизация материала: Заполнение варьируется в зависимости от нагрузки на узлы.
- Контроль качества: Критичные элементы получают максимальное внимание слайсера.
- Снижение термических напряжений: Разделение режимов печати минимизирует риск коробления тонких элементов.
Продвинутые настройки точности
Orca Slicer предлагает ряд опций, повышающих геометрическую точность, особенно актуальных для быстрых портальных систем типа Ender 3 Pro.
- Precise Wall (Точная стенка): По умолчанию слайсер может смещать контуры для идеального совпадения с внешней границей модели, что иногда создает микрозазоры. Активация Precise Wall выравнивает стенки по центру экструзионной линии. Это повышает плотность соединений и уменьшает щели, хотя в редких случаях может незначительно уменьшить номинальную толщину стенки. Для Ender 3 Pro опция полезна для получения более монолитных периметров.
- Arc Fitting (G2/G3): Orca по умолчанию аппроксимирует все кривые множеством коротких линейных сегментов (команды G1). Включение Arc Fitting заставляет слайсер генерировать непрерывные дуговые команды (G2 для движения по часовой стрелке, G3 — против). Преимущества:
- Компактность G-кода: Сокращение объема файла снижает нагрузку на буфер контроллера.
- Плавность кинематики: Принтер движется по естественным траекториям, что снижает рывки, вибрации и акустический шум на высоких скоростях.
- Качество криволинейных поверхностей: Цилиндры и сферы получаются более гладкими, без «ступенчатости» на микроуровне. Для Ender 3 Pro рекомендуется активировать Arc Fitting для повышения плавности и снижения износа механики.
Анализ G-кода во встроенном 3D-вьюере
Перед отправкой файла на принтер Orca позволяет детально визуализировать траекторию сопла. Это мощный инструмент превентивной диагностики.
- На что обращать внимание:
- Цветовая карта скоростей: G-код раскрашивается по скорости движения. Красные и оранжевые зоны указывают на предельные значения. Убедитесь, что они не приходятся на длинные перемещения или участки с риском резонанса.
- Z-hop: Проверяйте частоту подъемов по оси Z при холостых ходах. Z-hop защищает готовую деталь от столкновений с соплом, но избыточное использование замедляет печать и провоцирует подтекания. Контролируйте параметры
Z-hop when travelingиZ-hop height. - Логика траекторий: Оцените маршруты между периметрами и заполнением. Убедитесь, что холостые ходы не пересекают напечатанные области и не создают излишних пауз.
- Дуги вместо ломаных: При активированном Arc Fitting вьюер отобразит плавные кривые вместо сетки мелких отрезков. Это подтверждает корректную работу функции.